例えば、こんなことありませんか?
・作業者がドアを開けてもすぐ閉めてくれない
・原料の補給が遅れてタンクが空になってしまった
・装置の異常に気づかず復旧作業が遅れてしまった
上記のような場面で、誰かが知らせてくれればいいのにと思ったことはありませんか?
それ、積層信号灯で解決できるかもしません。
そこで今回は工場の時間、残量、異常を可視化する積層信号灯ソリューションをご紹介します。

こちらの積層信号灯は、
・積層3~5段表示
・表示色は21色
・点灯時間、点滅周期(最大3,600秒)
・ブザー音は11音
の表現が可能です。
※機種によって仕様が異なります。
無料の編集ソフトを使用して、上記の表現を組み合わせることによって多彩な表現が可能です。
編集ソフトはプログラム不要で直感的な操作で設定が可能です。

例えば、
・点灯 :全灯&グラデーション
・点滅&点灯 :全点滅&点灯 +点滅(段数指定)&グラデーション
・点灯&点滅 +ブザー :② +ブザーの設定
のように表現することができます。
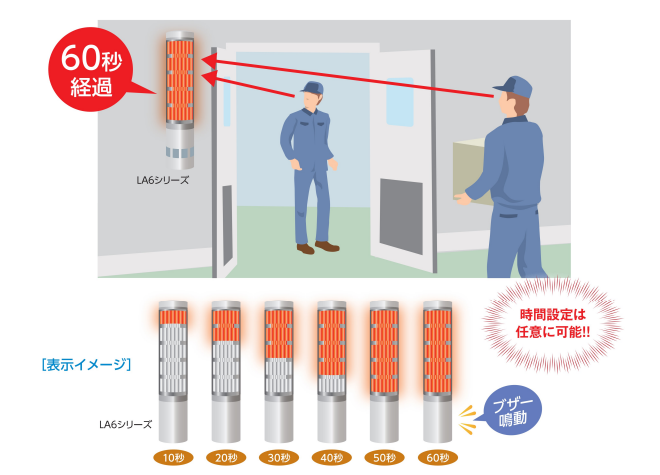
<事例1 時間がわかる>
◆課題
・長時間ドアが開いた状態が続いた場合、埃や虫が侵入し異物混入につながる恐れがある。
・温度管理が必要な工場では品質に影響が出るため、ドアはすぐ閉めるという意識づけを定着させたい。
〇解決
ドアが開いている時間を積層信号灯で表示。時間の経過とともに表示色が変化し、一定時間が経過するとブザーを鳴動させ、周囲に注意喚起を促す。
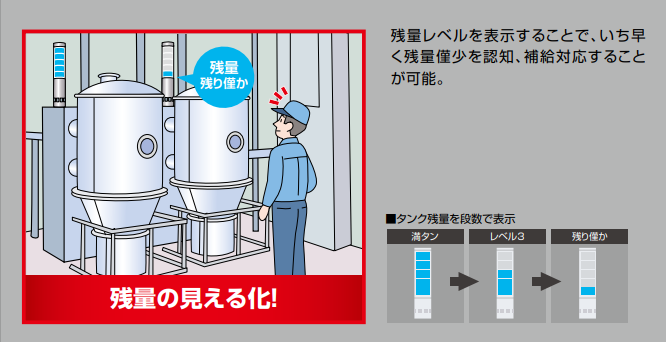
<事例2 残量が見える>
◆課題
原料タンクの残量に気づくのが遅く補給の対応が遅れてしまうことがあった。
〇解決
センサと組み合わせて積層信号灯で残量レベルを表示することで、いち早く残量僅少を認知、補給対応することが可能。
<事例3 異常がわかる>
◆課題
・装置の異常を知らせる積層信号灯に気づかないことがあった。
・異常の内容を操作盤まで見に行かなければならなかった。
〇解決
・従来の1段1色表示から、全段同色表示にすることで遠方から一目で確認できるようになり、迅速な対応が可能。
・装置の操作盤を確認しなくても、遠方から異常の詳細状態を識別でき、効率的な復旧作業が可能。

さらに、無線システムを組み合わせることによって、遠隔監視が可能です。

送信機(接点入力)→→ 無線 →→ 受信機(接点出力)→それぞれの機器
*距離は電波状況により変わります(数値はあくまで目安になります)
<事例4 遠隔監視> 機器本体と製造現場が離れている監視に有効
◆課題
工場内でのコンプレッサーの圧力低下により設備機械が停止してしまった。
〇解決
圧力センサと無線を使用して、コンプレッサーのエアー圧や使用量を、製造現場から離れた事務所において積層信号灯のレベル表示で直感的に把握が可能。圧力の下限設定値に達するとブザーでお知らせ。

広い工場や建物でも送信機、受信機の間に中継機を設置すれば幅広い活用も出来ます。
※送信機・中継機・受信機は電波状況により設置位置が変わります。
いかがでしょうか?
お客様のそれぞれの場面や運用に合わせて提案させて頂きます。
カスタマイズも可能ですので、是非、私どもにご相談ください。
食品工場物流ナビを運営する板橋工業では、豊富な商品知識を持ったスタッフが、お客様の要望や状況を丁寧にヒアリングし、最適な提案をさせていただきます。
どうぞ、お気軽に食品工場物流ナビへお問い合わせください。
